









Рис. 28
Рис. 29

Рис. 30

Рис. 31
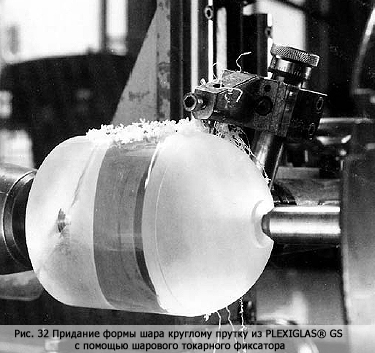
Рис. 32
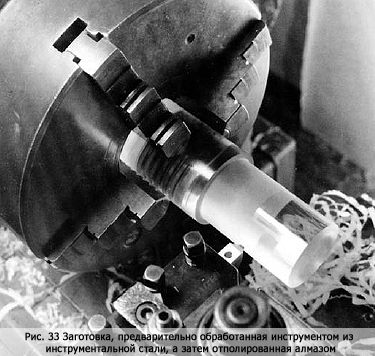
Рис. 33
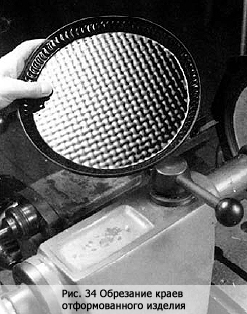
Рис. 34
Токарные станки для обработки металла также можно использовать для токарной обработки ПММА. В зависимости от вида изделия и токарного станка скорость резки должна быть максимально высокой. Руководствуйтесь следующим эмпирическим правилом: скорость обработки полимерного материала в 10 раз выше скорости обработки металла. Необходи-мое условие успешной обработки – остро заточенный токарный инструмент.
Как и при сверлении, непрерывный поток стружки свидетельствует о правильном угле заточки инструмента, правильной скорости подачи материала и правильной скорости резки, а также об оптимальном соотношении этих параметров. Во всех случаях радиус режущей кромки инструмента должен быть не менее 0,5 мм. Тонкая отделка поверхности достигается при применении инструментов с закругленными резцами, высоких скоростях резки, низких скоростях подачи и минимальной глубине резки. Такие поверхности можно затем полировать без предварительного шлифования.
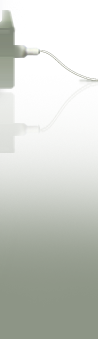
На рис. 28 показано, что для заготовки с поперечным диаметром 40 мм оптимальные условия обработки достигаются при типичной для токарного станка скорости вращения шпинделя в диапазоне 224–1 250 об/мин.
Токарные твердосплавные инструменты пригодны для черновой обработки, но глубина резки не должна превышать 6 мм. Для последующей тонкой обработки обычно используются инструменты из инструментальной стали. Тем не менее, качество поверхности обрабатываемого изделия зависит не только от инструмента, но и от скорости резки и скорости подачи.
Для охлаждения можно использовать охлаждающие эмульсии, совместимые с акрилом.
Высокоглянцевые поверхности высокого качества получаются при использовании хорошо отполированных алмазных инструментов на высокоточных токарных станках без вибрации. Скорость резки при этом может быть выше, чем при использовании других токарных инструментов. Для точных работ охлаждение не рекомендуется, поскольку это может привести к появлению оптических дефектов.

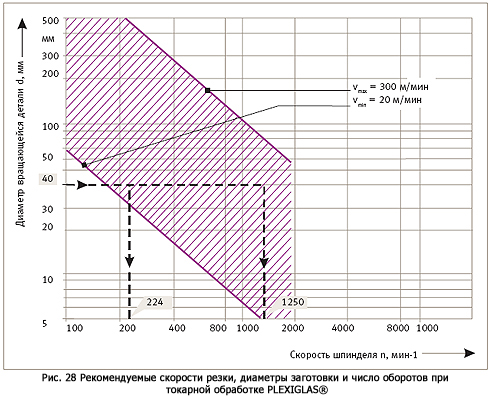
Токарный станок является наиболее экономичным инструментом для вырезания дисков из листового материала (рис. 29а и рис. 30): стопка болванок зажата между зажимным патроном и задней бабкой станка и сточена до нужного размера в несколько заходов. Ширина используемого инструмента и угол наклона зависят от толщины дисков. Для тонких дисков следует использовать широкие инструменты с маленьким углом наклона. Токарная обработка является также очень удобным методом для обрезки отформованных деталей (рис. 34).




